











This project focuses on the qualification and procedure for structural welding certification, including the AWS electrode classification system and the AWS criteria for testing procedures. It explores the necessary steps for certification, such as visual inspection and guided bend tests, ensuring welds meet industry standards.
Welding fosters a unique sense of community, bringing together individuals from different schools to work toward a common goal—mastering the craft and obtaining certifications. As a female in a predominantly male class, I have built strong connections with other girls in the program. We support each other through the challenges, proving our skills and resilience in this demanding field.
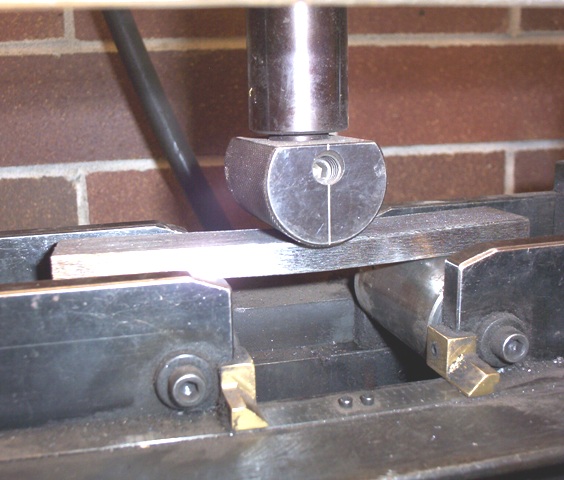
Reflecting on my experience, I have gained a deeper understanding of weld inspections and testing procedures. After completing my welds, I conducted a visual inspection before performing destructive tests, including guided bend tests. My welds passed without any significant defects, confirming the integrity of my work. This process reinforced the importance of attention to detail and precision in welding.
I am most proud of my successful bend test results. It was nerve-wracking to have the entire class watching, knowing I would be teased if my welds failed. As a female welder, I often feel the need to prove myself, and many—including myself—expected my welds to fail. However, passing the test in front of my peers was a defining moment. Although welding can be frustrating due to uncontrollable variables like shielding gas issues or wire contamination, each challenge teaches me how to adapt and improve. Overcoming these obstacles has strengthened my confidence and determination in this field.